 ENG
ENG 
1. Il ruolo e l'applicazione di Macchina per lo stampaggio ad iniezione di PVC
Essendo l'attrezzatura principale dell'industria della lavorazione della plastica, la macchina per lo stampaggio a iniezione di PVC svolge un ruolo fondamentale nell'odierno campo della produzione industriale. Il cloruro di polivinile (PVC), in quanto materiale termoplastico versatile, economico e durevole, è ampiamente utilizzato in molti campi come l'edilizia, la medicina, l'automobile e i beni di consumo attraverso il processo di stampaggio a iniezione.

La macchina per lo stampaggio a iniezione di PVC è una speciale attrezzatura per lo stampaggio a iniezione utilizzata appositamente per la lavorazione di materiali in cloruro di polivinile, che occupa una posizione insostituibile nel settore della lavorazione della plastica. Secondo le statistiche dei dati di settore, circa il 23% della produzione mondiale di stampaggio a iniezione di plastica riguarda materiali in PVC, in particolare nei settori della costruzione di tubi, apparecchiature mediche e fili e cavi, il tasso di applicazione delle macchine per lo stampaggio a iniezione di PVC supera il 60%. Dietro questa ampia applicazione ci sono i vantaggi prestazionali unici dei materiali in PVC stessi e l’efficiente combinazione del processo di stampaggio a iniezione.
La funzione principale della macchina per lo stampaggio a iniezione di PVC è quella di trasformare le materie prime in prodotti di plastica con dimensioni e caratteristiche funzionali precise attraverso tre fasi chiave: plastificazione termica, iniezione ad alta pressione e stampaggio tramite stampo. Rispetto alle macchine per lo stampaggio a iniezione generali, le macchine per lo stampaggio a iniezione del PVC sono ottimizzate per le caratteristiche dei materiali in PVC e possono superare efficacemente le difficoltà tecniche nella lavorazione del PVC, come scarsa stabilità termica, elevata viscosità del fuso e facile decomposizione. Nel settore edile, i raccordi per tubi, i giunti e gli accessori per porte e finestre prodotti dalle macchine per lo stampaggio a iniezione di PVC hanno un'eccellente resistenza agli agenti atmosferici e stabilità chimica; in campo medico, prodotti come sacche per infusione e cateteri stampati mediante stampaggio ad iniezione di PVC soddisfano severi requisiti di biocompatibilità.
Dal punto di vista della catena industriale, le macchine per lo stampaggio a iniezione di PVC si trovano nell’anello intermedio tra materie prime e applicazioni terminali e il loro livello tecnico influisce direttamente sulla qualità e sui costi di produzione del prodotto finale. Una macchina per lo stampaggio a iniezione di PVC qualificata è solitamente composta da componenti chiave come il sistema di iniezione, il sistema di bloccaggio dello stampo, il sistema idraulico, il sistema di controllo e il sistema di controllo della temperatura. Il lavoro coordinato di questi sistemi garantisce che i materiali in PVC possano completare il processo di stampaggio in condizioni ottimali. Con il miglioramento dei requisiti di protezione ambientale e la crescita delle esigenze mediche, le macchine per lo stampaggio a iniezione di PVC si stanno sviluppando in una direzione più precisa, a risparmio energetico e intelligente.
La specificità del settore delle macchine per lo stampaggio a iniezione del PVC si riflette anche nella loro adattabilità alle formulazioni dei materiali. Il PVC, essendo una plastica le cui proprietà possono essere modificate mediante additivi, è diviso in due categorie: PVC rigido (RPVC) e PVC flessibile (FPVC). Il PVC rigido ha elevata resistenza e rigidità ed è spesso utilizzato nei materiali da costruzione; mentre il PVC flessibile diventa morbido ed elastico grazie all'aggiunta di plastificanti, ed è adatto per prodotti come tubi medicali. Le macchine per lo stampaggio a iniezione di PVC devono essere in grado di gestire questi due tipi di materiali significativamente diversi, il che richiede che l'attrezzatura disponga di una finestra di processo più ampia e di capacità di regolazione dei parametri più flessibili. Allo stesso tempo, con le normative ambientali sempre più rigorose, l'applicazione di stabilizzanti senza piombo e di nuovi plastificanti rispettosi dell'ambiente ha posto anche nuovi requisiti tecnici per le macchine per lo stampaggio a iniezione di PVC.
In termini di vantaggi economici, le macchine per lo stampaggio a iniezione di PVC forniscono ai produttori soluzioni di produzione altamente competitive. Rispetto alla lavorazione dei metalli o ad altri processi di stampaggio della plastica, lo stampaggio a iniezione di PVC presenta i vantaggi di un ciclo breve, un elevato utilizzo dei materiali e una bassa domanda di manodopera, che è particolarmente adatto per la produzione di prodotti standardizzati su larga scala. Prendendo come esempio i raccordi per tubi in PVC nel settore edile, la capacità di produzione giornaliera di una macchina per lo stampaggio a iniezione di PVC di medie dimensioni può raggiungere 5.000-8.000 pezzi e l'errore del peso del prodotto può essere controllato entro ± 0,5%. Tale precisione ed efficienza sono difficili da ottenere con altri processi. Inoltre, le macchine per lo stampaggio a iniezione di PVC hanno anche le caratteristiche di una lunga durata dello stampo (solitamente da 500.000 a 1 milione di volte) e di un consumo energetico relativamente basso (circa il 40% di risparmio energetico rispetto alla pressofusione del metallo), che riduce ulteriormente i costi di produzione.
Con il continuo sviluppo della tendenza a "sostituire la plastica con l'acciaio", l'importanza delle macchine per lo stampaggio a iniezione di PVC sarà ulteriormente evidenziata. Soprattutto nel campo applicativo volto a perseguire leggerezza, resistenza alla corrosione e controllo dei costi, i prodotti per stampaggio a iniezione in PVC sostituiscono costantemente i materiali tradizionali. Essendo l'attrezzatura chiave per realizzare questa trasformazione, l'innovazione tecnologica e l'espansione del mercato delle macchine per lo stampaggio a iniezione di PVC continueranno ad attirare l'attenzione del settore.
2. Principio di funzionamento e flusso di processo delle macchine per lo stampaggio a iniezione di PVC
Il principio di funzionamento delle macchine per lo stampaggio a iniezione di PVC si basa sulle caratteristiche di stampaggio dei materiali termoplastici. Controllando con precisione parametri quali temperatura, pressione e velocità, le materie prime in PVC vengono convertite in prodotti con la forma desiderata. Questo processo integra tecnologie multidisciplinari come ingegneria meccanica, scienza dei materiali e controllo automatico per formare un sistema di lavorazione complesso e preciso. Comprendere il principio di funzionamento delle macchine per lo stampaggio a iniezione del PVC è fondamentale per ottimizzare i processi produttivi e migliorare la qualità del prodotto.
Composizione e funzione del sistema
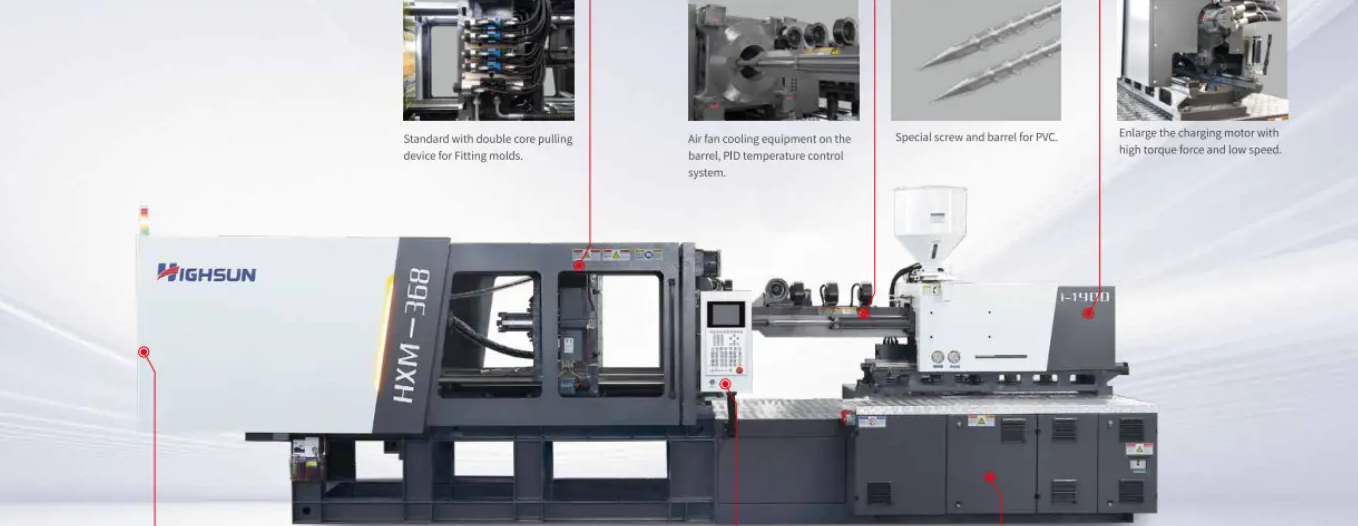
La macchina per lo stampaggio ad iniezione di PVC è composta principalmente da cinque sistemi: sistema di iniezione, sistema di bloccaggio, sistema idraulico, sistema di controllo e sistema di controllo della temperatura. Il sistema di iniezione è responsabile della plastificazione e dell'iniezione di materiali in PVC. È la parte centrale dell'attrezzatura e comprende componenti chiave come tramoggia, cilindro, coclea e ugello. A differenza delle macchine per lo stampaggio a iniezione generali, la vite della macchina per lo stampaggio a iniezione del PVC solitamente ha un design speciale, con un piccolo rapporto lunghezza/diametro (L/D) (generalmente tra 18:1 e 22:1) e un basso rapporto di compressione (circa 1,8-2,5) per ridurre l'apporto di calore di taglio ai materiali in PVC sensibili al calore. Il sistema di bloccaggio fornisce l'apertura e la chiusura dello stampo e la forza di bloccaggio per garantire che lo stampo non venga aperto dalla pressione di fusione durante il processo di stampaggio. Le sue forme strutturali includono il tipo a ginocchiera, il tipo idraulico e il tipo elettrico. L'impianto idraulico fornisce potenza all'intera macchina e controlla il movimento di ciascun attuatore; il sistema di controllo è responsabile dell'impostazione dei parametri, del controllo del programma e del monitoraggio del processo; il sistema di controllo della temperatura mantiene la temperatura precisa del fusto e dello stampo, il che è particolarmente importante per materiali sensibili al calore come il PVC.
Analisi del ciclo di lavoro
Lo stampaggio a iniezione di PVC è un processo ciclico e ogni ciclo contiene una serie di azioni ordinate. Secondo gli standard di settore, un ciclo lavorativo completo prevede le seguenti fasi: chiusura dello stampo → iniezione → mantenimento della pressione → raffreddamento → plastificazione → apertura dello stampo → espulsione dei prodotti.
Nella fase di chiusura dello stampo, lo stampo viene chiuso ad alta pressione e la forza di bloccaggio viene calcolata in base all'area di proiezione del prodotto e alla pressione di iniezione, solitamente 30-80 MPa. Nella fase di iniezione, la vite si muove in avanti per iniettare il PVC fuso all'estremità anteriore del cilindro nella cavità dello stampo ad alta pressione (solitamente 80-180 MPa) e ad alta velocità. Questo processo dura diversi secondi e la velocità di iniezione può essere controllata in sezioni per adattarsi a strutture di prodotto complesse. Mantenere una certa pressione nella fase di mantenimento della pressione per ricostituire il materiale ridotto a causa del ritiro da raffreddamento è fondamentale per l'accuratezza dimensionale e la qualità della superficie del prodotto. La fase di raffreddamento consente al prodotto di solidificarsi nello stampo e il tempo dipende dallo spessore della parete e dall'efficienza del raffreddamento. Nella fase di plastificazione, la vite ruota per trasportare e fondere il nuovo materiale in avanti per prepararlo al ciclo successivo e contemporaneamente si ritira nella posizione impostata. Infine, lo stampo si apre e il meccanismo di espulsione sforma il prodotto per completare un ciclo.
Tabella: Intervalli tipici dei parametri di processo per lo stampaggio a iniezione di PVC
| Categoria dei parametri | PVC rigido (RPVC) | PVC morbido (FPVC) | Impatto chiave |
| Temperatura del barilotto (℃) | 160-190 | 150-180 | Fluidità del fuso, rischio di decomposizione termica |
| Temperatura dello stampo (℃) | 30-50 | 20-40 | Velocità di raffreddamento, brillantezza superficiale |
| Pressione di iniezione (MPa) | 80-150 | 70-130 | Integrità di riempimento dello stampo, stress interno |
| Pressione di mantenimento (MPa) | 40-80 | 30-60
| Ritiro, precisione dimensionale |
| Velocità della vite (rpm) |
30-70 | 25-60
| Qualità di plastificazione, calore di taglio |
| Contropressione (MPa) | 3-10 | 2-8 | Densità del fuso, efficienza di plastificazione |
- Peculiarità della lavorazione del PVC
Lo stampaggio a iniezione di PVC presenta differenze di processo significative rispetto alle plastiche generiche come PP e PE, dovute principalmente alle proprietà del materiale del PVC. Il PVC ha una scarsa stabilità termica e si decompone facilmente per rilasciare acido cloridrico (HCl) ad alte temperature. Pertanto, la finestra della temperatura di lavorazione è ristretta, solitamente controllata nell'intervallo 150-190°C, che è molto inferiore alla sua temperatura di decomposizione teorica (circa 210°C). Per affrontare questa sfida, le macchine per lo stampaggio a iniezione di PVC sono solitamente dotate di sistemi di controllo della temperatura più precisi, con una precisione del controllo della temperatura di zona fino a ±1°C e uno speciale design della vite per ridurre il riscaldamento di taglio. Allo stesso tempo, il PVC fuso ha un'elevata viscosità e scarse proprietà di flusso, richiedendo una pressione di iniezione più elevata (solitamente superiore del 20-30% rispetto al PP) per riempire completamente lo stampo. Inoltre, gli additivi nelle formule del PVC, come stabilizzanti e lubrificanti, possono formare depositi nel cilindro, pertanto le macchine per lo stampaggio a iniezione di PVC richiedono pulizia e manutenzione più frequenti.
- Principi di plastificazione e iniezione
Il processo di plastificazione del PVC è un processo complesso di trasformazione dello stato fisico. Dopo che le particelle solide di PVC entrano nel fusto dalla tramoggia, subiscono una trasformazione dallo stato vetroso, altamente elastico allo stato di flusso viscoso sotto riscaldamento e taglio. La rotazione della vite genera un flusso di trascinamento per trasportare il materiale in avanti, mentre l'azione di taglio e il riscaldamento esterno fondono gradualmente il PVC. Poiché il PVC è un materiale polare, il suo comportamento di fusione è diverso da quello delle plastiche non polari come il PE e richiede un maggiore apporto di energia. Al termine della plastificazione, il PVC fuso si accumula sull'estremità anteriore della vite, riportando la vite nella posizione impostata. Nella fase di iniezione, la vite si trasforma in uno stantuffo e il materiale fuso viene iniettato nella cavità dello stampo a velocità costante o segmentata sotto la spinta del cilindro idraulico. Il comportamento del flusso del PVC fuso nella cavità dello stampo è influenzato dalla temperatura dello stampo, dal design del canale e dai parametri di iniezione. Impostazioni di processo ragionevoli possono evitare difetti come segni di spruzzo e linee di saldatura.
- Punti chiave del controllo del processo
Il successo dello stampaggio a iniezione di PVC dipende dal controllo preciso dei parametri chiave. Il controllo della temperatura è il fattore principale. La botte è solitamente divisa in 3-5 zone di temperatura. Il gradiente di temperatura aumenta dalla porta di alimentazione all'ugello, ma la temperatura massima non supera i 190°C per evitare la decomposizione. La velocità di iniezione influisce sulla modalità di riempimento del materiale fuso e sull'orientamento molecolare. I prodotti a pareti spesse devono essere riempiti a bassa velocità per ridurre lo stress residuo, mentre le parti a pareti sottili richiedono un'iniezione ad alta velocità per prevenire la coagulazione prematura. L'impostazione della pressione e del tempo di mantenimento influisce direttamente sul tasso di ritiro e sulla stabilità dimensionale del prodotto e deve essere ottimizzata in base alla struttura del prodotto e alle proprietà del materiale. Il tempo di raffreddamento rappresenta il 60-70% dell'intero ciclo. L'ottimizzazione della progettazione dei canali dell'acqua di raffreddamento può migliorare l'efficienza produttiva. Le macchine per lo stampaggio a iniezione di PVC utilizzano principalmente sistemi di controllo a circuito chiuso per monitorare e regolare questi parametri in tempo reale per garantire la stabilità del processo e la consistenza del prodotto.
Il principio di funzionamento delle macchine per lo stampaggio a iniezione di PVC incarna la perfetta combinazione di progettazione meccanica e scienza dei materiali. Controllando con precisione i processi termodinamici e reologici, le materie prime in PVC vengono convertite in prodotti plastici con diverse funzioni. Padroneggiare questi principi è la base teorica per ottimizzare i processi produttivi e risolvere problemi di qualità.
3. Caratteristiche dell'attrezzatura e vantaggi tecnici della macchina per lo stampaggio ad iniezione di PVC
Essendo un tipo di attrezzatura speciale per la lavorazione della plastica, la macchina per lo stampaggio a iniezione di PVC ha una serie di design unici che corrispondono alle proprietà del materiale. Queste caratteristiche gli consentono di mostrare notevoli vantaggi tecnici nella lavorazione di materiali in PVC. Dalla struttura meccanica al sistema di controllo, ogni collegamento della macchina per lo stampaggio a iniezione di PVC riflette l'attenta progettazione per le particolari esigenze della lavorazione del PVC.
- Design speciale della vite
La caratteristica principale della macchina per lo stampaggio a iniezione di PVC è la sua speciale struttura a vite. Rispetto alle normali viti per macchine per stampaggio a iniezione, le viti speciali in PVC hanno le seguenti caratteristiche: rapporto d'aspetto ridotto (L/D) (di solito tra 18:1 e 22:1), riducendo il tempo di permanenza del materiale; basso rapporto di compressione (circa 1,8-2,5), adatto per polvere di PVC o particelle facilmente comprimibili; scanalatura profonda della vite, che riduce la velocità di taglio e la generazione di calore da attrito; aggiunta di una sezione barriera o di una testa di miscelazione per migliorare l'uniformità della fusione. Questo design risolve efficacemente il problema della scarsa stabilità termica del PVC e previene il surriscaldamento e la decomposizione dei materiali durante la plastificazione. Il materiale della vite è solitamente realizzato in acciaio bilegato o trattato in modo speciale in superficie per migliorare la resistenza all'usura e alla corrosione per far fronte al gas acido HCl che può essere generato durante la lavorazione del PVC. Inoltre, l'intervallo di velocità della vite della macchina per lo stampaggio a iniezione di PVC è relativamente ristretto (solitamente 30-70 giri/min) e può essere controllato con precisione per evitare un eccessivo taglio causato da una velocità troppo elevata.
- Ottimizzazione del sistema di controllo della temperatura






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288